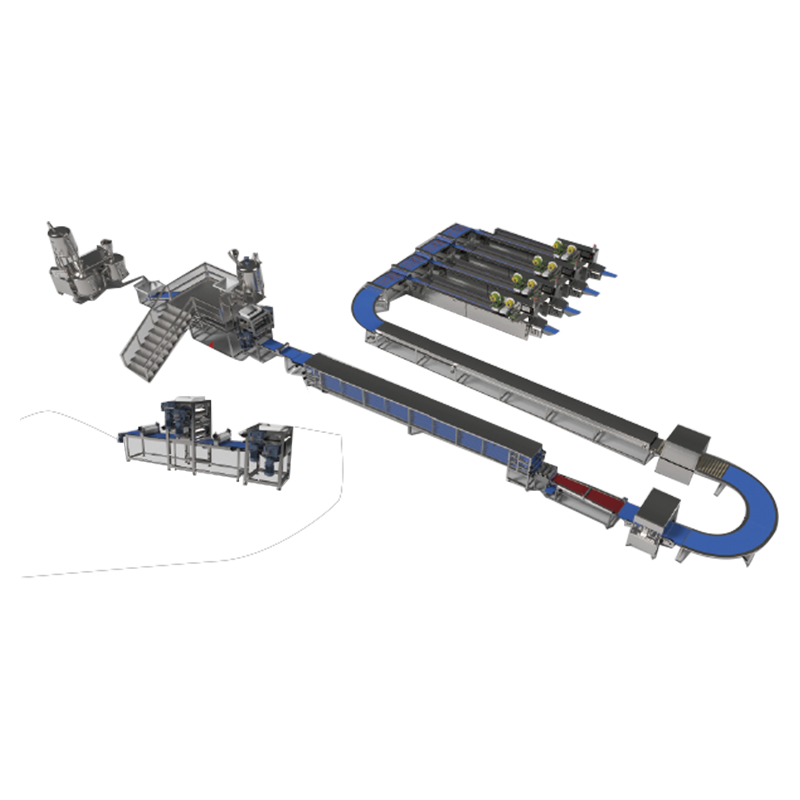
A Snicker csokoládé feldolgozó sor az élelmiszergyártó berendezések integrált készlete, amelyet réteges csokoládé cukrászati szeletek méretarányos előállítására terveztek. A lényegi következtetés egyértelmű: egy komplett és jól konfigurált Snicker gyártósor 150-600 kg/óra teljesítményre képes , a berendezés minőségétől, az automatizálási szinttől és a termékspecifikációtól függően. Ez teszi az egyik leghatékonyabb formátumot a nagy volumenű csokoládé táblák gyártásához.
A terméksor jellemzően minden szakaszt kezel a nugátfőzéstől és a karamellkészítéstől a földimogyoró rétegezéséig, a csokoládé bevonásig, a hűtéshez, a darabolásig és a végső csomagolásig – mindezt folyamatos automatizált folyamatban. Az egyes modulok működésének megértése segít a gyártóknak optimalizálni a hozamot, csökkenteni a hulladékot, és fenntartani az egyenletes termékminőséget.
Egy szabvány Snicker gyártósor a feldolgozási lépések logikai sorrendjét követi. Mindegyik szakasz hozzájárul a végső rúd szerkezeti integritásához és érzékszervi minőségéhez.
A Snicker-stílusú rúd alaprétege nugát, amelyet szénsavas cukorszirup, glükóz, tojásfehérje és zsír keverésével állítanak elő folyamatos vagy szakaszos keverőben. A nugát ezután egy szállítószalagra vagy egy lapformázóba kerül, ahol egy egyenletes vastagság jellemzően 10-20 mm . A konzisztens textúra ebben a szakaszban kritikus fontosságú a későbbi vágási pontosság szempontjából.
A karamell folyamatos karamellfőzőben készül, amely szabályozott hő mellett cukrot, glükózszirupot, tejszínt vagy zsírt és emulgeálószereket egyesít. A megfőtt karamell a nugátrétegre rakódik, miközben még rugalmas. A karamell hőmérséklete lerakódáskor jellemzően 60-75 °C között van hogy biztosítsa a megfelelő tapadást az alatta lévő nugát deformációja nélkül.
Az egész vagy félig pörkölt földimogyorót vibrációs adagoló vagy görgős applikátor segítségével egyenletesen elosztjuk a karamell felületén. Egy finom nyomóhenger biztosítja, hogy a földimogyoró beágyazódjon a karamellrétegbe. A földimogyoró fedésének egyenletessége közvetlenül befolyásolja a vizuális konzisztenciát és a súlypontosságot a kész bárban.
Az összeszerelt lemez – amely nugátból, karamellből és földimogyoróból áll – egy hűtőalagúton halad át, ahol a hőmérséklet lecsökken 18°C alatt . Ez megerősíti a szerkezetet vágás előtt. Ezután egy forgó- vagy huzalvágó minimális termékveszteséggel osztja fel a lapot egyedi rúdméretű darabokra.
Az egyes táblák csokoládéborítón mennek keresztül, ahol temperált csokoládé (általában a 29-32°C sötét vagy tejes változatoknál) minden felületet egyenletesen bevon. Egy légfúvó eltávolítja a felesleges csokoládét az aljáról, és egy vibrációs asztal simítja ki a felületi bevonatot, mielőtt a rudak belépnének a végső hűtőalagútba.
A bevonatolás után a rudak egy hűtött alagúton haladnak keresztül 8-14°C néhány percig, hogy a csokoládéhéj megszilárduljon. A teljesen beállított rudakat ezután automata folyékony csomagoló- vagy párnacsomagoló gépekre továbbítják, ezzel befejezve a gyártási ciklust.
Minden feldolgozási szakasz speciális felszerelést igényel. Az alábbiakban áttekintjük az elsődleges gépelemeket és azok funkcionális szerepét:
| Berendezés | Funkció | Kulcsparaméter |
|---|---|---|
| Nugát mixer & Former | Levegőzteti és formálja a nugát alapréteget | Teljesítmény: 100-500 kg/h |
| Karamell tűzhely | Ellenőrzött hőmérsékleten főzi és rakja le a karamell | Hőmérséklet: 60-75°C |
| Mogyoró adagoló/felhordó | Egyenletesen elosztja a földimogyorót a karamell felett | Lefedettség egyenletessége ±3% |
| Födém hűtőalagút | Megerősíti a réteges födémet a vágáshoz | Alagúthőmérséklet: 10-18°C |
| Rotációs / huzalvágó | A lapot egyedi rudakká vágja | Vágási sebesség: akár 120 vágás/perc |
| Csokoládé Enrober | Temperált csokoládéba vonja be a szeleteket | Csokoládé hőmérséklet: 29-32°C |
| Végső hűtési alagút | Beállítja a csokoládéhéjat | Alagúthőmérséklet: 8-14°C |
| Folyásos csomagológép / csomagológép | A kész rudakat külön-külön becsomagolja | Sebesség: akár 600 bar/perc |
A modern Snicker csokoládéfeldolgozó sorok három általános automatizálási szinten állnak rendelkezésre, amelyek mindegyike különböző termelési méretekhez és beruházási szintekhez igazodik:
Egy közepes méretű, napi 500 000–1 000 000 bárt megcélzó gyártó esetében egy teljesen automatizált, 400 kg/h sebességgel, 50 g átlagos rúdtömeggel működő gépsor kb. 8 000 bar óránként vagy 192 000 bar 24 órás műszakonként .
Az egyenletes rúdminőség fenntartásához aktív ellenőrzésre van szükség a Snicker gyártósor több ellenőrző pontján:
Az élelmiszer-minőségű kialakítás nem alku tárgya a csokoládéfeldolgozó soron. A legfontosabb tervezési elvek a következők:
Még a jól konfigurált vonalak is visszatérő problémákba ütköznek. Az alábbiakban felsoroljuk a leggyakoribb kihívásokat és gyakorlati megoldásokat:
| Kihívás | ok | Megoldás |
|---|---|---|
| Karamell ragadt a vágókhoz | A karamell túl meleg a vágási szakaszban | Csökkentse a födém hűtőalagút hőmérsékletét 2-3°C-kal |
| Egyenetlen csokoládébevonat | Csokoládé az indulat tartományon kívül | A temperáló egység újrakalibrálása; ellenőrizze a zsírvirágzást kiváltó tényezőket |
| A rúd súlyának változása >±3g | Nugát vagy karamellréteg vastagságának inkonzisztenciája | Vizsgálja meg a lerakó fúvókákat; kalibrálja újra a korábbi görgőket |
| Földimogyoró üregek a rudaknál | Az adagoló vibrációja túl magas vagy alacsony | Állítsa be a vibrációs adagoló frekvenciáját; tisztítsa meg a garat érzékelőit |
| Csomagolás helytelensége | Rúdhossz változás vágás után | Szinkronizálja a vágó sebességét a szállítószalag sebességével |
A hűtőalagutak és a főzőedények a legnagyobb energiafogyasztók a Snicker gyártósoron, együtt A teljes vonali energiafogyasztás 55-70%-a . Az energiaköltségek csökkentésére irányuló gyakorlati intézkedések a következők:
Egy jól optimalizált, teljesen automatizált gépsor egy kilogramm kész rudat képes legyártani körülbelül 0,3-0,6 kWh , az éghajlati viszonyoktól és a növény elrendezésétől függően.
A teljes termékcsaládhoz, beleértve a nugátformázást, a karamell-, a földimogyoró-felhordást, a bevonatolást és a csomagolást, általában szükség van 40-80 méter hosszú és 4-8 méter széles, az automatizálási szinttől és a hűtőalagút kialakításától függően.
Igen. Az állítható betétekkel, moduláris formákkal és újrakonfigurálható vágókkal a legtöbb modern vonal képes váltani a formátumok között. Az átállási idő jellemzően 20-45 perc .
A leggyakrabban használt tejcsokoládé kakaótartalommal 25-35% . Az enrober a termékspecifikációtól függően előtemperált összetett csokoládét és valódi csokoládét egyaránt kezel.
Általában egy teljesen automatizált, 400 kg/h-s vezetékre van szükség 3-6 operátor műszakonként, amely kiterjed a minőségellenőrzésekre, a csomagolás utánpótlásra és a kisebb módosításokra.
Megfelelő csokoládéborítással és folyékony csomagolással a kész szeletek eltarthatósága általában rövid 9-12 hónap 20°C alatti környezeti hőmérsékleten.
A nugát a szabványos alap, de a vonal adaptálható süti, ostya vagy gabona alapréteg használatára, így sokoldalú platform több szeletformátumhoz.

 Csokoládégyártó sor gépgyártó gyár
Csokoládégyártó sor gépgyártó gyár

 中文简体
中文简体 English
English